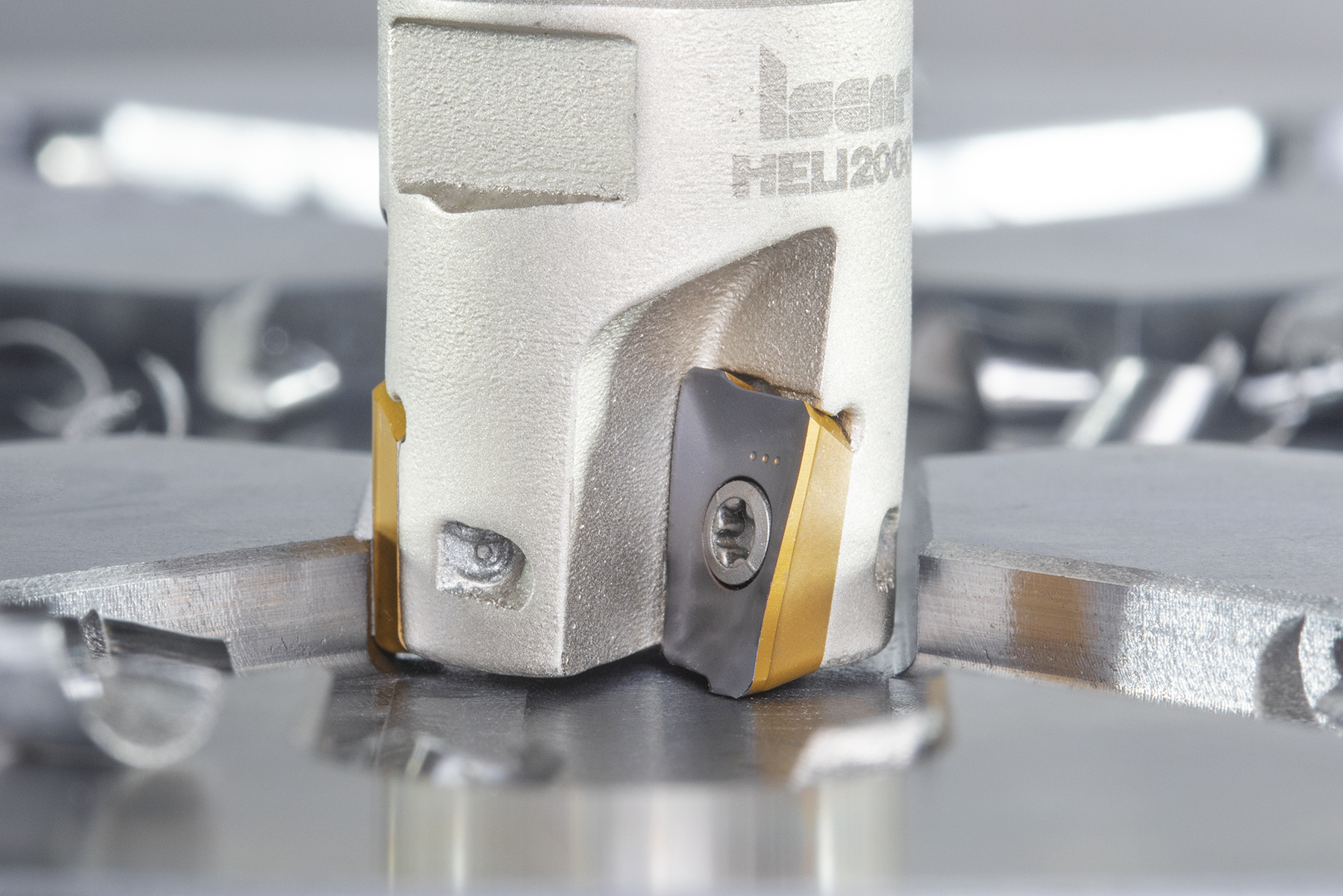
När ISCAR på 1990-talet lanserade HELIMILL innebar det en viktig milstolpe i fräsverktygens utveckling. Med HELIMILL förändrades vändskärsfräsarnas konstruktion i grunden vilket skulle komma att prägla branschen under många år framåt. Det nya var ett hårdmetallskär med en vriden skäregg i skärningspunkten mellan skärets spiralvridna sida och dess spånsida (bild 1). Denna konstruktion ger flera fördelar.
För det första ger detta lägre variationer i skärkraft och mjukare bearbetning som beror på konsekvent spån- och släppningsvinkel längs skäreggen. För det andra ger det ett starkare skär, eftersom eggen har samma form längs hela kanten. Slutligen förbättrar den noggrannheten. Den spiralvridna skäreggen kommer mycket nära den imaginära cylinder som ett roterande verktyg ger upphov till, vilket den raka skärkanten på tidigare generationers frässkär inte gjorde. Dessa framsteg har förbättrat prestandan vid fräsning avsevärt.
De klassiska HELIMILL-skären har undan för undan förbättrats så att de nu inte alls ser ut som de gjorde från början. Skäreggens spiralvinkel har blivit större och ytan på skärets topp har fått en mer avancerad form. När dessa nya skär sedan började tillverkas i avancerade hårdmetallsorter höjdes prestandan flera nivåer. Dock begränsar skärets rektangulära form antalet skäreggar till två.
För att öka effektiviteten hos skär av solid hårdmetall utvecklades skären ännu ett varv. Begränsningen till endast två skär försvann när den spiralvridna skäreggen framgångsrikt anpassades för att fungera på triangulära skär. Konceptet med triangulära skär ger inte bara tre skäreggar utan har också andra fördelar. Jämfört med andra former med samma längd på eggen ger den triangulära formen ett bredare mittområde. Detta gör det möjligt att använda ett större hål, så att det går att använda en skärskruv med större gänga. Skäret sitter då betydligt säkrare fast, vilket bidrar till bättre hållfasthet för fräsverktyget som helhet. Den triangulära formen förbättrar dessutom rampningskapaciteten.
När ISCAR:s HELIMILL introducerades – och dess vidareutvecklade efterföljare – stöptes alltså fräsverktygen om i grunden. De spiralvridna skäreggarna och triangulära skär har avsevärt förbättrat prestandan, noggrannheten och hållbarheten och ökat möjligheterna vid fräsning.
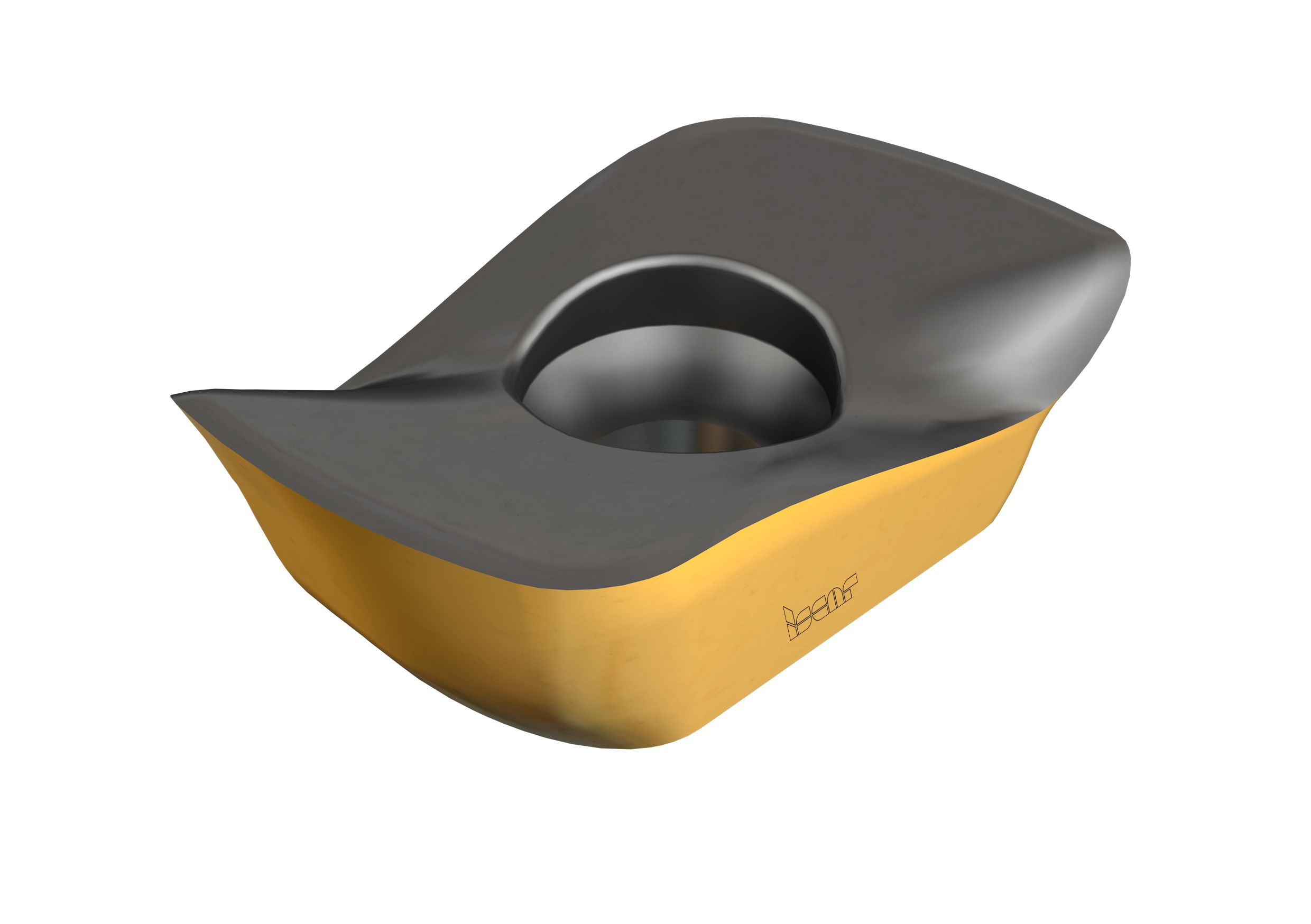
En nära efterföljare till HELIMILL är HELI-3-MILL. Det är en familj av fräsverktyg med triangulära vändskär som ISCAR introducerat under de senaste tio åren (bild 2). Den "spiralvridna triangeln" har många fördelar vilket förklarar varför denna familj har blivit så populär på marknaden. Det är dock viktigt att notera att detta inte innebär att den traditionella rektangulära formen med spiralvridna skäreggar kommer att försvinna för att helt ersättas av triangelformen. Den rektangulära formen har också sina fördelar och kan därför fortfarande stå sig i konkurrensen. Det rektangulära skärets smala bredd, som anses vara en nackdel jämfört med det triangulära skäret, har paradoxalt nog också vissa fördelar. För det första möjliggör ett smalare skär att det kan användas på fräsar med mindre dimensioner. För det andra minskar denna skärgeometri spånutrymmet, vilket ökar verktygskroppens hållfasthet. Denna egenskap är särskilt viktig för t ex igelfräsar där just högre hållfasthet och styvhet hos fräskroppen är avgörande. Den rektangulära formen möjliggör också större hörnradier. Dessutom är den klassiska formen väl lämpad för HFM-skär (High Feed Milling), som kan monteras i befintliga skärlägen och förvandla ett 90-gradersverktyg till en effektiv HFM-fräs. Vid en och samma skärkantslängd är dessutom den spiralvridna rektangeln kortare än den spiralvridna triangeln. Allt detta gör att det skulle vara förhastat och fel att helt förkasta de klassiska rektangulära skären.
När man utvecklar 90° vändskärsfräsar används därför både triangulära och rektangulära skär. Så även om de triangulära skären dominerar i moderna konstruktioner, har de rektangulära skären fortfarande ett existensberättigande. HELIMILL uppdateras hela tiden med nya produkter. ISCAR:s nyutvecklade fräsar med rektangulära skär visar att den här traditionella konstruktionen fortfarande är relevant och kan uppfylla de krav som ställs i modern tillverkning. Särskilt svårt är det att fräsa högtempererade superlegeringar och titan (ISO S-gruppen), liksom svårbearbetat austenitiskt rostfritt stål och duplexstål (ISO M-gruppen). Med effektiv kylvätsketillförsel, i synnerhet riktad högtryckskylning (HPC), kan värmebelastningen på skäreggen minskas och smörjningen och spånevakueringen förbättras.
Detta leder i sin tur till högre skärdata och möjliggör större radiella ingrepp, vilket resulterar i högre avverkningshastigheter. Dessutom bildas mer kompakta krökta spånor med HPC, vilket tillåter en verktygsdesign med mindre spånutrymme och högre tandtäthet. ISCAR har tagit hänsyn till dessa faktorer och utökat sin HELI2000-familj (den senaste versionen av HELIMILL) med nya verktyg med kanaler för högtryckskylning (HPC) i verktygskroppen. Dessa verktyg har optimerats med hjälp av strömningsdynamik (CFD). De finns att få antingen som skaftfräsar eller som små utbytbara huvuden med vändskär för ISCAR:s modulsystem MULTI-MASTER och FLEXFIT (bild 3).
HELI2000 kombinerar den senaste utvecklingen av HELIMILL- och HELIPLUS-familjerna i en enda portfölj. De finns nu att tillgå i två nya högeffektiva hårdmetallsorter: IC5600, avsedd för bearbetning av stål (ISO P-gruppen), och IC716, som är särskilt anpassad för bearbetning av titan. Dessutom har skärsortimentet utökats med nya skärgeometrier, bland annat skär med en positiv spånformare för fräsning av titan och spåndelande skäreggar för produktiv grovbearbetning. Dessutom innehåller sortimentet nu även skär med förstärkta skäreggar för högmatningsfräsning av hårda material upp till hårdhet HRC 60 (ISO H-grupp, bild 4). Dessa nya produkter ingår också i ISCAR:s HELIALU-familj, som består av fräsverktyg med rektangulära skär för bearbetning av aluminiumlegeringar (ISO N-gruppen). Tillskottet i denna familj består av indexerbara pinnfräshuvuden med gängor som passar för både MULTI-MASTER- och FLEXFIT-systemen, vilket ger möjlighet att använda högtryckskylning (HPC). Konstruktionen med huvuden som skruvas fast medför att HELIALU-verktygen lättare kan specialanpassas – det finns många olika skaft, adaptrar, skaftförlängare och reduceringsdelar från MULTI-MASTER och FLEXFIT att välja mellan. Därför utvecklas det spiralvridna rektangulära skäret fortfarande och den traditionella HELIMILL har fortfarande mycket att erbjuda. Denna utveckling sker gradvis i en ”uppåtgående spiral”.